
 The first thermally bonded nonwovens were produced in the 1940s. The viability of the thermal bonding process is rooted in the price advantage obtained by lower energy costs. The thermal bonding process also addresses the quality requirements of the market place through the development of new raw materials, better technologies and higher production speeds which have made thermal bonding more economical for both durable and disposable nonwovens and the demand is growing steadily.
The first thermally bonded nonwovens were produced in the 1940s. The viability of the thermal bonding process is rooted in the price advantage obtained by lower energy costs. The thermal bonding process also addresses the quality requirements of the market place through the development of new raw materials, better technologies and higher production speeds which have made thermal bonding more economical for both durable and disposable nonwovens and the demand is growing steadily.
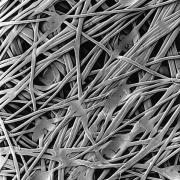
The methods for thermal bonding include the use of a heat sealer which heats the fibers until they slightly melt together and is often used in combination with a lower melting point binder fiber. The second is using a large oven for curing which works basically the same as the heat sealer except after the fibers are heated they are then left to dry out and harden. The final method is calendering through heated rollers (called spunbond when combined with spunlaid webs), calenders can be smooth faced for an overall bond or patterned for a softer, more tear resistant bond (see close-up on left). There is also ultrasonic and radiant-heat bonding, techniques similar to calendaring only without the heated rollers.
In addition to calendaring (sometimes referred to as point-bonding) through heated rollers there are also another thechnique for termal bonding through the use of binders that melt at a lower temperature than the main nonwoven fiber and create bond points. Many materials can be used as a binder for termally bonded nonwovens.
| BINDER MATERIALS | |
| Binding Fibers | Single-component and bi-component fibers, are most widely used in thermal bonding of nonwovens. Single-component fibers are the least sophisticated and most economical because the fibers are often already in existense and low in cost. |
| Binding Web | A very open-structured, low melting point thermoplastic fabric is placed between the webs and, during thermal bonding between the calendar rolls, the fabric melts completely bonding the webs together. The nonwoven produced by this technique is soft and bulky. |
| Binding Powder | The most common used is powdered polyethylene. The powder can be applied between layers of fibers when cross-laying, air laying, or as an after treatment. A short exposure in an oven is sufficient to melt and fuse the powder. It is often used when a light weight and open structure is required with a soft hand or when a reinforced, molded product is necessary. |